中国で高速鉄道の事故が発生した。安全性について以前から疑問視されていたが、現実となってしまった格好だ。車両は日本やヨーロッパ等から購入出来たが、安全に運用する方法は自分達で構築中だったのだろう。日本でもヨーロッパでも大きな鉄道事故は起きており、中国を笑うことなど出来はしないが、それを教訓に安全なシステム作りを鉄道会社が構築してきた訳だ。そして、中国は今それを学んでいる最中ということだ。
日本は新幹線などの車両を、他国へ輸出しようとしているが、中国などの大国はともかく、小さな国へ輸出する場合は現地の会社に車両だけでなく、運行システムごと輸出する必要がある。しかし、現地の会社はではやはり安く導入出来ることも大きな判断材料となる為中国製の車両は手強い競争相手となる。
車両だけ売りに行くから、運行システムは他国の安い物に置き換わってしまったり、とチグハグなことになってしまう。どうせならJRなど鉄道会社が、その国へ乗り込んで行って、自分たちのシステムで鉄道網を作ってしまった方がいいのではないか。JR東海など自分たちだけでリニア新幹線を作れるほど資本が有るのだから、小さな国の鉄道網くらい簡単に構築出来るのでは?。そうなれば、日本が過去の事故から学んだ経験を、直接生かすことが出来るし、鉄道のシステムも総日本製でそっくり再現出来る。保守や運行のノウハウを現地の社員に十分伝えられれば、現地の会社を地元に売ってしまえば良い。日本の会社単独だと現地で軋轢が生じるようなら、合併会社を作って進出するのも良いのでは。
いずれにせよ、インフラと言えそうな物を輸出する時は、機械だけ売ってもだめで、運用システムごと持ち込まないと、せっかくの安全神話も日本国内限定になってしまう。安全な鉄道網を輸出するために、鉄道会社ごと輸出出来ればいいと思うんですが。
2011年5月23日月曜日
F1決勝の予想
スペイングランプリでカムイが予選14位となった。アタックラップに失敗したらしい、FP3では7位といい所にいただけに、がっかりだ。
しかし、予選結果がそのまま決勝の結果につながる訳ではない、ひょっとするとFP3の結果の方が決勝の成績を予想するのに適当かもしれないじゃないか。まあ、がっかりする前に調べてみることにするか。FP1と決勝の相関係数は0.503、FP2と決勝の相関係数は0.645、FP3と決勝の相関係数は0.795となり、日程が進むにつれ相関係数が上がってくる。分かってはいたが、初日のプラクティスはどんなにいい成績でも当てにならないということだ。だがFP3となると結構強い相関を示しており、ここで良いタイムなら決勝でも期待出来ると言えよう。では予選と決勝の相関係数はどうかと言うと0.746となり、なんとFP3より低い値となっている。予選で失敗していても、FP3のタイムを信じて期待していても良さそうだ。良かったカムイも予選の結果にがっかりすること無く期待していても良さそうだ。(予選で良い結果を出すことが難しいということかもしれません。)
実際、決勝では10位に入賞しましたね。


しかし、予選結果がそのまま決勝の結果につながる訳ではない、ひょっとするとFP3の結果の方が決勝の成績を予想するのに適当かもしれないじゃないか。まあ、がっかりする前に調べてみることにするか。FP1と決勝の相関係数は0.503、FP2と決勝の相関係数は0.645、FP3と決勝の相関係数は0.795となり、日程が進むにつれ相関係数が上がってくる。分かってはいたが、初日のプラクティスはどんなにいい成績でも当てにならないということだ。だがFP3となると結構強い相関を示しており、ここで良いタイムなら決勝でも期待出来ると言えよう。では予選と決勝の相関係数はどうかと言うと0.746となり、なんとFP3より低い値となっている。予選で失敗していても、FP3のタイムを信じて期待していても良さそうだ。良かったカムイも予選の結果にがっかりすること無く期待していても良さそうだ。(予選で良い結果を出すことが難しいということかもしれません。)
実際、決勝では10位に入賞しましたね。


データーはオーストラリアからトルコまでの各セッションのタイムを順位付した。(トラブルが有ったり未出走の場合は25位とした。)その順位と決勝での順位を比較してみました。上のグラフはグラフマニアで散布図を描かせたもの、微妙にFP3の方がバラツキが小さいかな。
2011年3月7日月曜日
F1人工ウエットレース案
F1の偉い人が人工的に雨を降らせてレース途中からウェットレースにすることを提案したようです。F1のショー的要素向上のためらしいですが、なにがショー的要素なのか分かりかねますが、オーバーテイクを増やしたいのであれば、オーバーテイクに選手権ポイントを与えたらどうでしょう。1台抜いたら1点もらえるように、ポイントシステムを変更すれば、クルマ作りの段階で、オーバーテイクしやすいクルマにしてくるのではないでしょうか。今は、ただひたすら速く走ることが、レースにもポイント的にも有利になっています。ポールからスタートしトップでチェッカーを受けることが、ポイントシステムとして求められているのです。しかし、オーバーテイクにポイントがつくようになれば、ポールからスタートすることが必ずしも有利とは限りません。チームごとにいろんな戦略を練って来ることになるでしょう。その結果レースの醍醐味であるオーバーテイクも増えると思うのですが。もちろんレースに勝つことも重要です、上位でゴールした人にはこれまでと同じポイントを与え、更にオーバーテイクポイントを加算するのです。勝った人が必ずしも最も多くのポイントを得られるとは限りませんが、それも戦略のうちです。
もちろん単純にオーバーテイクにポイントを与えると、チームメイト同士でオーバーテイクを繰り返してポイントを稼ぐなんてことが起きかねません。そのへんは、スタートグリッドからゴール順位を引いた分をオーバーテイクポイントとして与えるようにすればいいし。予選でわざと遅く走るクルマが出て来る場合は、予選の早い順にスターティンググリッドを選べるようにすればいいのではないでしょうか。
ようするに、何が起ってほしいのか、そしてそれを起こしたことが有利となるようなシステムにすれば、自ずと起って欲しいことは起るようになるのでは無いかということです。アクシデントに期待してショー的要素を増やすより、システムとして起ってほしいことを組み込んでしまうべきだと思います。
もちろん単純にオーバーテイクにポイントを与えると、チームメイト同士でオーバーテイクを繰り返してポイントを稼ぐなんてことが起きかねません。そのへんは、スタートグリッドからゴール順位を引いた分をオーバーテイクポイントとして与えるようにすればいいし。予選でわざと遅く走るクルマが出て来る場合は、予選の早い順にスターティンググリッドを選べるようにすればいいのではないでしょうか。
ようするに、何が起ってほしいのか、そしてそれを起こしたことが有利となるようなシステムにすれば、自ずと起って欲しいことは起るようになるのでは無いかということです。アクシデントに期待してショー的要素を増やすより、システムとして起ってほしいことを組み込んでしまうべきだと思います。
3DSについて
3DSが2月26日に発売されました。DSと同じように購買層を広げることが出来るのでしょうか?。
DSはタッチパネルによって書くという操作をゲームに取り入れることが出来、脳トレによって高齢者層をゲームに引きつけることが出来ました。3DSでは新たな層にアピール出来る機能があるのでしょうか?。3D液晶自体は既に携帯に搭載されていたりします、しかし、その機種が爆発的にうれたということはありません、3Dはあまり広い層へアピールすることは難しいと思います。ゲーマーにとっては奥行きの表現がゲームの演出や、相対位置の把握等に役立ちアピールするところもあるでしょう。脳トレで取り込んだ高齢者層は、また同じような物を買うのは躊躇するのでは、孫に金は使えても自分にはよほど欲しい物でない限り、購入に動かないのではないでしょうか、ソフト次第ですが。3Dになったところで脳トレはより魅力的になるとは思えません、全く違うソフトを用意する必要があります、最も難しい課題ですね。
3DSはDSと違って技術のトレンドにそった進化をしてきました。DSではアイディアで勝負してきましたが、3DSは多機能高性能という方向で勝負することにしたのでしょうか。さんざんもてはやされたブルーオーシャン戦略ではなく。もちろん、成功するアイディアなどそう簡単に思いつく物ではありませんが、予想の範疇の展開では任天堂の商品としてはがっかりです。そして、これまでの傾向として、高性能化はそれまでの市場を拡大出来ず、規模を縮小していくことが多いです。FC→SFC→64→GCと販売台数を落としています。
3DSもDSの後継機から抜け出せない限り、販売台数を伸ばすことは難しいでしょう。
DSも脳トレが出るまでは、あまり本体の販売台数はふるいませんでした。結局、みんなにやらせたくなるようなソフトが出ない限り、アイディア満載のゲーム機であっても本体の販売台数は伸びないのでしょう。そんなソフトが出てくるといいですね。
DSはタッチパネルによって書くという操作をゲームに取り入れることが出来、脳トレによって高齢者層をゲームに引きつけることが出来ました。3DSでは新たな層にアピール出来る機能があるのでしょうか?。3D液晶自体は既に携帯に搭載されていたりします、しかし、その機種が爆発的にうれたということはありません、3Dはあまり広い層へアピールすることは難しいと思います。ゲーマーにとっては奥行きの表現がゲームの演出や、相対位置の把握等に役立ちアピールするところもあるでしょう。脳トレで取り込んだ高齢者層は、また同じような物を買うのは躊躇するのでは、孫に金は使えても自分にはよほど欲しい物でない限り、購入に動かないのではないでしょうか、ソフト次第ですが。3Dになったところで脳トレはより魅力的になるとは思えません、全く違うソフトを用意する必要があります、最も難しい課題ですね。
3DSはDSと違って技術のトレンドにそった進化をしてきました。DSではアイディアで勝負してきましたが、3DSは多機能高性能という方向で勝負することにしたのでしょうか。さんざんもてはやされたブルーオーシャン戦略ではなく。もちろん、成功するアイディアなどそう簡単に思いつく物ではありませんが、予想の範疇の展開では任天堂の商品としてはがっかりです。そして、これまでの傾向として、高性能化はそれまでの市場を拡大出来ず、規模を縮小していくことが多いです。FC→SFC→64→GCと販売台数を落としています。
3DSもDSの後継機から抜け出せない限り、販売台数を伸ばすことは難しいでしょう。
DSも脳トレが出るまでは、あまり本体の販売台数はふるいませんでした。結局、みんなにやらせたくなるようなソフトが出ない限り、アイディア満載のゲーム機であっても本体の販売台数は伸びないのでしょう。そんなソフトが出てくるといいですね。
2011年2月10日木曜日
Buffaloの外付けHDD
メカ屋は何でも分解したくなる人種で、身の回りの物が壊れたらとりあえず、ドライバーを持ってきてネジを外し始めてしまったりする。
外付けのハードディスクが壊れたので、早速分解してみた。外側を包むようにアルミの板金が一枚、中にフレームの鉄の板金が一枚、全面と背面にモールドのパネルがあり、それでメカ部品は全てである。Buffalo製の製品を分解すると、いつもその設計のすばらしさに感心する。出っ張った板金の角は必ず丸くされ、作業者がケガをしないように配慮されている。また、フレームは複雑な形をしているが、一枚の板金部品でできている。制御部の基盤は、ネジを使わずに固定されている。これらは基本的にコストダウンのために、行われていることだが、ここまで考えて設計している会社は多くない。期限が決まっていたり、技術の未熟な人が設計したりすると、設計は簡単に済むが、組み立てで苦労させてしまうような設計をしてしまう。それは組立工数の増加や、組み立て不良の発生につながってしまう。だから、設計者は一つ一つの部品について考え抜かなければならない、どうすればもっと安く作れるようになるのか。
設計においてコストダウンとは、手を抜くことではなく、設計者が他の部署の苦労まで背負い、考え抜いて最適の妥協点を見いだすことにある。考え抜かれた設計とは、安く部品を調達でき、簡単に組み立てられ、丈夫でその製品の仕様を満たしていること、その製品の生涯がなるべく安くつくようにすることだと思う。コストダウンは環境配慮にも有効で、安くるためには、余計なエネルギーを使わずに作る必要がある。
最近ではCADが使えれば、設計が出来ると思われているのか、分解してガッカリな物もありますが、Buffalo製の製品は自分の仕事を反省させられるくらい、背筋の伸びる思いがします。
外付けのハードディスクが壊れたので、早速分解してみた。外側を包むようにアルミの板金が一枚、中にフレームの鉄の板金が一枚、全面と背面にモールドのパネルがあり、それでメカ部品は全てである。Buffalo製の製品を分解すると、いつもその設計のすばらしさに感心する。出っ張った板金の角は必ず丸くされ、作業者がケガをしないように配慮されている。また、フレームは複雑な形をしているが、一枚の板金部品でできている。制御部の基盤は、ネジを使わずに固定されている。これらは基本的にコストダウンのために、行われていることだが、ここまで考えて設計している会社は多くない。期限が決まっていたり、技術の未熟な人が設計したりすると、設計は簡単に済むが、組み立てで苦労させてしまうような設計をしてしまう。それは組立工数の増加や、組み立て不良の発生につながってしまう。だから、設計者は一つ一つの部品について考え抜かなければならない、どうすればもっと安く作れるようになるのか。
設計においてコストダウンとは、手を抜くことではなく、設計者が他の部署の苦労まで背負い、考え抜いて最適の妥協点を見いだすことにある。考え抜かれた設計とは、安く部品を調達でき、簡単に組み立てられ、丈夫でその製品の仕様を満たしていること、その製品の生涯がなるべく安くつくようにすることだと思う。コストダウンは環境配慮にも有効で、安くるためには、余計なエネルギーを使わずに作る必要がある。
最近ではCADが使えれば、設計が出来ると思われているのか、分解してガッカリな物もありますが、Buffalo製の製品は自分の仕事を反省させられるくらい、背筋の伸びる思いがします。
2011年2月1日火曜日
いまさらDSについて
もうすぐ3DSが発売になりますね。そんな時なのに、DSの話をしたいと思います。
DSが初めて発表された時、2画面という話を読みました。ん?。とちょっと考えて、タッチパネルを片方に搭載するなら、そんな事もあるかな?、なんて思ったもんです。しばらくして、続報が入りタッチパネルを乗せていることが判明しました。しかし、メカ屋はしょっちゅうコストのことを考えているので、タッチパネルを載せるためだったら、別に1画面でもいいじゃん、なんでわざわざケースもヒンジも必要になる2画面にする必要があるの、理解に苦しみます。今のiPod touchみたいな物で十分じゃないかと思うわけです。仮に、2画面分の広さの表示面積が欲しいんだとしても、大きな1画面の液晶の方が、2画面の小さな液晶を用意するより、安くなります。大きさは一回り大きくなってしまうでしょうが、コストから考えてそのほうが有利です。ケースの強度的なことからいっても、2画面にすると、落下テストによりヒンジ部が壊れてしまうことが予想されます。設計的に、困難が予想されるため、こんな商品提案はメカ屋なら却下です。唯でさえ、1円でも安く作れるように考えているのに、それを根本から否定されています。どう見ても安く作れるはずがない。任天堂なのに、子供向けのおもちゃのはずなのに。
しかし、ワクワクすることは認めなくてはならないでしょう。なんだか良く分からないが、触ってみたいと思わせられます。全く予想外の商品なので、いったいこれでどんなゲームが遊べるのか、想像できません。これは、商品としてはとても大事なことだと思います。DSはおもちゃなのだから、そういう無駄な部分で、遊びを膨らませることが出来るなら、この2画面とういう提案はありだと思うのです。
DSは間違いなく2画面というコンセプトが先にあり、後からそれを正当化するため、タッチパネルが載せられたのです。メカ屋は間違ってもそんな提案はしません。自分の首を絞めるだけですから。しかし、その提案を聴いたメカ屋の人も、なんだか分からないが面白そうだと、きっとワクワクしたはずです。メカ屋が考えても出てくるのは、せいぜいiPod touchにいくつかボタンを足したようなカッコウのゲーム機だったでしょう。しかしDSは二画面でした、しっかりした企画屋さんがいたんでしょうか?。よく知りませんが、こんな企画をよく商品化まで持って行ったもんです。
メカ屋の私としては、メカ屋の限界を見た気がします。こんな企画は絶対にメカ屋からは出てこない、しかし、メカ屋は企画をつぶしてしまう事が可能です、コストという言葉で。そして多くの企業ではこの言葉に逆らうことはできないでしょう。2画面なんて技術的には何の意味もありません。表示範囲を広くしたいなら、1画面でもできるし、コストはその方が安上がりです。しかし、あえて2画面にして見せた任天堂は、自分たちの提供している商品について良く分かっている、おもちゃにとって何が大事なのか非常に考えていると、思いました。おもちゃとしてそれが、楽しさを提供するものなら、技術的には無意味でもそれを実現する。メカ屋もうんざりしながら、落下テストを繰り返したことでしょう。コストのことや設計の難易度を盾に企画をつぶすことも出来ただろうに。同じコストならこっちのほうがこれだけ安く高性能な物が作れますよと、囁くことも出来でしょうに。コストのことばっかり考えていると、こういう面白いものは作れないのかもしれないと、考えさせられました。
設計者は自分が設計した商品について、物すごくよく知っています。けして表に出ない失敗作の数々も、一つ一つの部品の値段も、貼り難いスポンジの貼り方もわかっています。しかし、メカ屋がいくら頑張っても、技術者がいくらいいものを作っても、それが売れるものなる訳ではありません。企画がよくなければ売れる商品にはならないでしょう。そう、メカ屋の限界とは、いいものを作っても、企画が悪ければ売れないし、いい企画でもメカ屋の都合でその魅力を削いでしまうかもしれない、メカ屋がいくら頑張っても売り上げには貢献できないということです。メカ屋はその企画の魅力を損なわないように、商品を設計する必要があり、それは時としてコストを掛けたり、設計の難易度を上げることになるが、甘受し受け入れ人知れず苦労しろ。それがDSが私に教えてくれた事です。
メカ屋は売り上げには貢献しませんが、利益には貢献します。一つの商品からどれだけ儲けられるかは、メカ屋など技術陣がカギを握っています。一応フォローしておきます。
DSが初めて発表された時、2画面という話を読みました。ん?。とちょっと考えて、タッチパネルを片方に搭載するなら、そんな事もあるかな?、なんて思ったもんです。しばらくして、続報が入りタッチパネルを乗せていることが判明しました。しかし、メカ屋はしょっちゅうコストのことを考えているので、タッチパネルを載せるためだったら、別に1画面でもいいじゃん、なんでわざわざケースもヒンジも必要になる2画面にする必要があるの、理解に苦しみます。今のiPod touchみたいな物で十分じゃないかと思うわけです。仮に、2画面分の広さの表示面積が欲しいんだとしても、大きな1画面の液晶の方が、2画面の小さな液晶を用意するより、安くなります。大きさは一回り大きくなってしまうでしょうが、コストから考えてそのほうが有利です。ケースの強度的なことからいっても、2画面にすると、落下テストによりヒンジ部が壊れてしまうことが予想されます。設計的に、困難が予想されるため、こんな商品提案はメカ屋なら却下です。唯でさえ、1円でも安く作れるように考えているのに、それを根本から否定されています。どう見ても安く作れるはずがない。任天堂なのに、子供向けのおもちゃのはずなのに。
しかし、ワクワクすることは認めなくてはならないでしょう。なんだか良く分からないが、触ってみたいと思わせられます。全く予想外の商品なので、いったいこれでどんなゲームが遊べるのか、想像できません。これは、商品としてはとても大事なことだと思います。DSはおもちゃなのだから、そういう無駄な部分で、遊びを膨らませることが出来るなら、この2画面とういう提案はありだと思うのです。
DSは間違いなく2画面というコンセプトが先にあり、後からそれを正当化するため、タッチパネルが載せられたのです。メカ屋は間違ってもそんな提案はしません。自分の首を絞めるだけですから。しかし、その提案を聴いたメカ屋の人も、なんだか分からないが面白そうだと、きっとワクワクしたはずです。メカ屋が考えても出てくるのは、せいぜいiPod touchにいくつかボタンを足したようなカッコウのゲーム機だったでしょう。しかしDSは二画面でした、しっかりした企画屋さんがいたんでしょうか?。よく知りませんが、こんな企画をよく商品化まで持って行ったもんです。
メカ屋の私としては、メカ屋の限界を見た気がします。こんな企画は絶対にメカ屋からは出てこない、しかし、メカ屋は企画をつぶしてしまう事が可能です、コストという言葉で。そして多くの企業ではこの言葉に逆らうことはできないでしょう。2画面なんて技術的には何の意味もありません。表示範囲を広くしたいなら、1画面でもできるし、コストはその方が安上がりです。しかし、あえて2画面にして見せた任天堂は、自分たちの提供している商品について良く分かっている、おもちゃにとって何が大事なのか非常に考えていると、思いました。おもちゃとしてそれが、楽しさを提供するものなら、技術的には無意味でもそれを実現する。メカ屋もうんざりしながら、落下テストを繰り返したことでしょう。コストのことや設計の難易度を盾に企画をつぶすことも出来ただろうに。同じコストならこっちのほうがこれだけ安く高性能な物が作れますよと、囁くことも出来でしょうに。コストのことばっかり考えていると、こういう面白いものは作れないのかもしれないと、考えさせられました。
設計者は自分が設計した商品について、物すごくよく知っています。けして表に出ない失敗作の数々も、一つ一つの部品の値段も、貼り難いスポンジの貼り方もわかっています。しかし、メカ屋がいくら頑張っても、技術者がいくらいいものを作っても、それが売れるものなる訳ではありません。企画がよくなければ売れる商品にはならないでしょう。そう、メカ屋の限界とは、いいものを作っても、企画が悪ければ売れないし、いい企画でもメカ屋の都合でその魅力を削いでしまうかもしれない、メカ屋がいくら頑張っても売り上げには貢献できないということです。メカ屋はその企画の魅力を損なわないように、商品を設計する必要があり、それは時としてコストを掛けたり、設計の難易度を上げることになるが、甘受し受け入れ人知れず苦労しろ。それがDSが私に教えてくれた事です。
メカ屋は売り上げには貢献しませんが、利益には貢献します。一つの商品からどれだけ儲けられるかは、メカ屋など技術陣がカギを握っています。一応フォローしておきます。
2011年1月27日木曜日
中国脅威論
いろんな人がいろんな場所で、中国の脅威について書かれています。今更何か新しいことが書けるのか分かりませんが、設計者が中国をどう見ているか、今の時点での見方を書きたいと思います。
設計者が中国を利用する理由は、人件費が安いからです。日本の五分の一と言われるその安さだけが、中国の魅力です。中国の組み立て工場では、人がトランスファーマシーンのように並び、トランスファーマシーン並みの単純作業を繰り返しています。ホントに一つの部品をねじ止めしたら、次の人に渡すという単純作業です。日本では、2、3人で出来そうなことを10数人で一つのラインを作り、組み立てを行っています。何故か、それは作業者一人一人が定着しないからです。全ての作業者が数カ月で辞めていくそうです。しかし、工場の外は仕事を求める人があふれていて、安く若い労働者をいくらでも雇えるそうです。つまり来たばかりの若い人に、直ぐ出来る様な作業しかさせられないということです。それで、安く作れるのです。
中国もそんな粗悪品ばっかり作っているような工場ばかりでなく、きちんとした技術を持ったメーカーもある。と、よくニュースでコメンテーターが言ったりしています。「日本もうかうかしていられませんね。」と締めくくられます。確かに、高い技術力を持ったメーカーも中国にあります。しかし、そこは高いのです。そりゃそうです、日本で作られた工作機械を輸入し、その高度な機械を使える優秀な人材を使っているからです。そしてその優秀な人材はかなり人件費が高いのです。製品のコストは、人件費、設備費、材料費、利益、で決まります。設備費は日本から輸入しているので、変わりません。材料費は、微々たるもんです。人件費、今まで安かった人件費も、優秀な人材を確保するため高くならざるえません。結局、中国からの輸送費など考えると、高い技術力を持ったメーカーと取引する、メリットが無くなります。設計者は安いところをどう使うか、今も考えているはずです。
中国の高い技術が脅威となるためには、世界の工場と呼ばれ、安い労働力を海外のメーカーに提供する段階ではだめで、独自の高い技術力を生かした製品を開発した時になるでしょう。
現在の中国脅威論は、中国のリスクに移っているようにも感じます。このまま中国で生産し続けることが出来るのか、政治体制は安定なのだろうか、対日感情は?、そう言ったことや、徐々に上がる作業者の給料などもあり、中国から東南アジアへ工場が移っているようです。日本から工場がどんどん遠いところへ移ってしまうのでしょうか。韓国→中国→東南アジア→インド→中東へ。
日本は相変わらず不況です、工業は海外に移転してゆき、経営者も技術者も海外へ出て行ってしまいます。雇用は生まれず、安さを求める流れは、変わらない。どこかで、日本に流れを引き戻さない限り、日本からモノ作りが消えてしまうのでは無いでしょうか。ありがたいことに、Made in Japanという神話はまだ生きています。高くても信頼性ある製品を求めてくれる人に向け、Made in Japanをアピールする製品やメーカーが多く出てきてくれると、私も仕事先を見つけることが出来るかもしれません。
設計者が中国を利用する理由は、人件費が安いからです。日本の五分の一と言われるその安さだけが、中国の魅力です。中国の組み立て工場では、人がトランスファーマシーンのように並び、トランスファーマシーン並みの単純作業を繰り返しています。ホントに一つの部品をねじ止めしたら、次の人に渡すという単純作業です。日本では、2、3人で出来そうなことを10数人で一つのラインを作り、組み立てを行っています。何故か、それは作業者一人一人が定着しないからです。全ての作業者が数カ月で辞めていくそうです。しかし、工場の外は仕事を求める人があふれていて、安く若い労働者をいくらでも雇えるそうです。つまり来たばかりの若い人に、直ぐ出来る様な作業しかさせられないということです。それで、安く作れるのです。
中国もそんな粗悪品ばっかり作っているような工場ばかりでなく、きちんとした技術を持ったメーカーもある。と、よくニュースでコメンテーターが言ったりしています。「日本もうかうかしていられませんね。」と締めくくられます。確かに、高い技術力を持ったメーカーも中国にあります。しかし、そこは高いのです。そりゃそうです、日本で作られた工作機械を輸入し、その高度な機械を使える優秀な人材を使っているからです。そしてその優秀な人材はかなり人件費が高いのです。製品のコストは、人件費、設備費、材料費、利益、で決まります。設備費は日本から輸入しているので、変わりません。材料費は、微々たるもんです。人件費、今まで安かった人件費も、優秀な人材を確保するため高くならざるえません。結局、中国からの輸送費など考えると、高い技術力を持ったメーカーと取引する、メリットが無くなります。設計者は安いところをどう使うか、今も考えているはずです。
中国の高い技術が脅威となるためには、世界の工場と呼ばれ、安い労働力を海外のメーカーに提供する段階ではだめで、独自の高い技術力を生かした製品を開発した時になるでしょう。
現在の中国脅威論は、中国のリスクに移っているようにも感じます。このまま中国で生産し続けることが出来るのか、政治体制は安定なのだろうか、対日感情は?、そう言ったことや、徐々に上がる作業者の給料などもあり、中国から東南アジアへ工場が移っているようです。日本から工場がどんどん遠いところへ移ってしまうのでしょうか。韓国→中国→東南アジア→インド→中東へ。
日本は相変わらず不況です、工業は海外に移転してゆき、経営者も技術者も海外へ出て行ってしまいます。雇用は生まれず、安さを求める流れは、変わらない。どこかで、日本に流れを引き戻さない限り、日本からモノ作りが消えてしまうのでは無いでしょうか。ありがたいことに、Made in Japanという神話はまだ生きています。高くても信頼性ある製品を求めてくれる人に向け、Made in Japanをアピールする製品やメーカーが多く出てきてくれると、私も仕事先を見つけることが出来るかもしれません。
2011年1月26日水曜日
グラフマニアチュートリアル8 シート構成
”使用説明書”シート

使用方法の書かれたシート。
”データー”シート
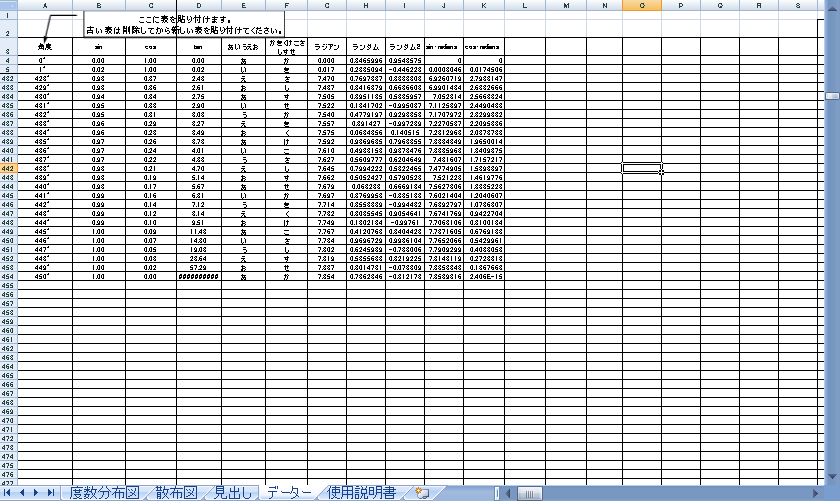
データーを貼り付けるシート。”3”行目に見出しが来て、”4”行目以降はデーターが並ぶようにしてください。張れるデーターの大きさは、横に50列、縦に1000行です。最初は、その範囲に枠線が表示されています。ピボットテーブルでは、1行または1列間隔が空いていると処理してくれませんが、このファイルはお構いなく処理します。データーが有ろうと無かろうと、横50列縦1000行を集計しているためです。
”見出し”シート
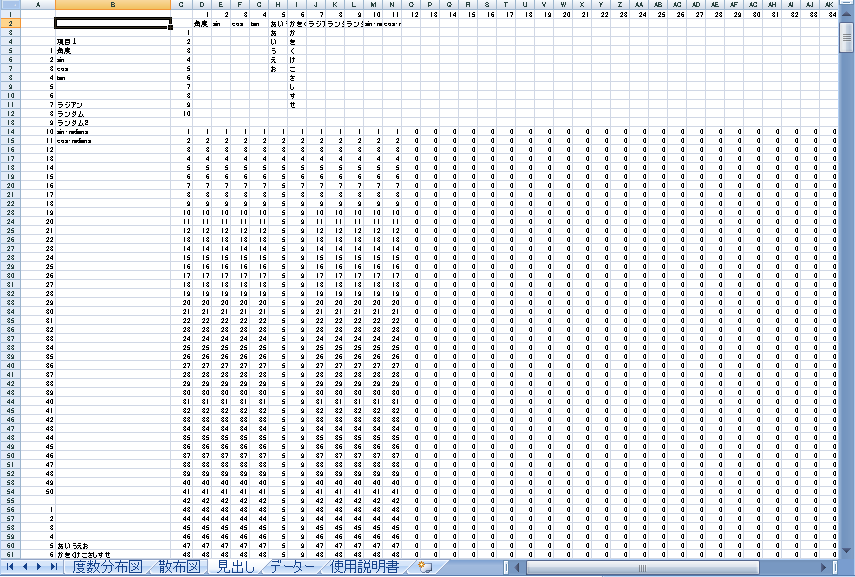
データーを分析し、フィルターや凡例に使う見出しを抽出しています。C14~BA1013の範囲で、重複しないデーターの数を数えています。データーが10種以下の場合、フィルターや凡例に使用できる項目と判断します。C2~BA12まではフィルターに使用するデーターを抜き出しています。B5~B54までは軸の項目選択用のリスト、B56~B105は凡例とフィルターの項目選択用のリストになります。
”散布図”シート

グラフ下のB5~B1004までが横軸、C5~C1004までが縦軸の一次抜き出しになります。それぞれB4、C4の表示項目と合うデーターを、”データー”シートから参照しています。B4,C4はドロップダウンリストとリンクしています。D5~M1004までが実際グラフにデーターを表示している範囲になります。凡例で項目を指定していると、”データー”シートを参照して凡例が一致した場合のみ、一次抜き出ししたデーターを参照表示しています。D列のみD4が空白表示だった場合、全てのデーターを一次抜き出しから参照表示するようにしてあり、凡例が無指定だった場合全てのデーターを単一の色で表示できるようになっています。O3~O12はフィルターを指定するときに参照する、ドロップダウンリスト用のリストです。ドロップダウンリストは参照する場所を、関数で変える事が出来ないので、表の方でデーターを入れ替えるようにしています。グラフに表示されるD5~M1004の範囲では、フィルターの表示がある場合は、データーを参照して一致する場合だけ、データーを表示するようにしています。(IF関数が二重に掛かっている)
表示しないようになっていますが、C5~C1004もデーターをプロットしています。凡例のマーカー指定で表示しないようになっているだけです。これは、フィルターを掛けた場合、グラフの表示範囲(軸の表示)が変わってしまい、表全体が書き変わるため変化が分かりにくくなってしまう為です。
”度数分布”シート

”度数分布図”シートは表の構成はほぼ”散布図”シートと同じです。軸を2つ指定する必要がないので、”散布図”シートの横軸データー参照が無いです。度数分布なので、R43~AB54で個数をカウントしています。フィルターや凡例の処理はC5~L1004で行っているため、R43~AB54ではその範囲のデーターの数を数え上げているだけになります。
フィルターを掛けると、表示範囲が変わってしまいます。もし表示範囲を固定化したい場合P43~P54を描き変えてください。
散布図だけでなく度数分布を作ったのは、生産現場などで調整が上手くいっているか簡単にわかるからです。散布図では調整値がどれくらいの幅で管理できているのか、同じ場所に複数プロットされたりして理解できません。
2011年1月15日土曜日
グラフマニアチュートリアル7 凡例とフィルター
調整要素AとBの調整値を決めて、再度10台製品を作ったところ、全て合格した。新しく製造したものをフェーズS2として、データーの方へ追記してみます。
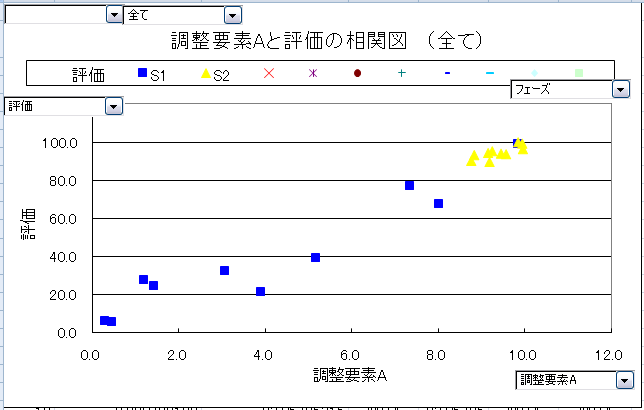
”散布図”シートを表示し、縦軸を”評価”、横軸を”調整要素A”、凡例を”フェーズ”にすると、フェーズ別に色分けされた、データーの分布を見ることができます。



調整値を決めて製造した製品データー
11 | S2 | 9.94 | 3.40 | 5.80 | 96.2 | 合格 |
12 | S2 | 8.75 | 4.22 | 3.22 | 89.9 | 合格 |
13 | S2 | 9.83 | 4.42 | 3.03 | 99.8 | 合格 |
14 | S2 | 9.24 | 5.49 | 3.80 | 95.1 | 合格 |
15 | S2 | 9.14 | 5.89 | 6.31 | 94.1 | 合格 |
16 | S2 | 9.56 | 3.35 | 8.87 | 93.5 | 合格 |
17 | S2 | 9.44 | 3.96 | 2.20 | 93.8 | 合格 |
18 | S2 | 8.82 | 5.88 | 9.82 | 93.1 | 合格 |
19 | S2 | 9.93 | 3.84 | 5.64 | 99.1 | 合格 |
20 | S2 | 9.17 | 3.41 | 5.60 | 89.4 | 合格 |
”散布図”シートを表示し、縦軸を”評価”、横軸を”調整要素A”、凡例を”フェーズ”にすると、フェーズ別に色分けされた、データーの分布を見ることができます。
又、縦軸を”調整要素B”に凡例を”合否”にすると、合格した製品の調整要素ABの座標での分布を確認できます。これは、データーが多く集まっている時に2つの要素がどう影響し合っているかを確認できます。下のグラフは、無調整で80台組み立てた時の合否の分布です。

データーが増えてくるとこんな関係も見えてきます。これによると、調整要素Bは2~8まで範囲を拡げられるかもしれません。
フィルターを使うことで、合格したデーターだけ表示させることもできます。下のグラフは凡例を”フェーズ”にしフィルターを描ける項目を”合否”、その中から”合格”だけを表示した例です。

データーが多く複雑になってくると、ある特定の条件だけ抜き出して、見てみたいということも出てきます。実際の業務で扱うデーターは、こんなに単純ではないと思います。その複雑なデーターから、関連性を見つけ出す手助けになれば幸いです。
2011年1月14日金曜日
グラフマニアチュートリアル6 近似曲線を多項式化する
調整要素Bと差分Aのグラフでは、山なりのデーター分布が見られましたが、直線の近似曲線では、全く近似できていませんでした。そこで、近似曲線を多項式化してみます。xの2乗や3乗に比例するという中学生の時に習ったやつです。カーソルを近似曲線に合わせて右クリックをします。この時、他の場所を選択してしまうことがありますので、近似曲線を選択できるまで何度もやり直します。選択できると、”近似曲線の書式設定”というポップアップメニューが出てきます。それを選択します。

多項式近似を選択し次数をいじります。次数を大きくすると複雑な曲線が描けるようになりますが、そのような相関関係がありうるのか、慎重に判断する必要があります。基本的になるべく単純な次数の低い近似曲線を描くようにします。
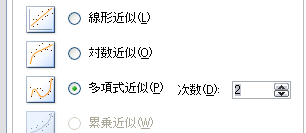
今回は次数2で描かせました。

調整要素Bを3~6の間で調整できれば、差分Aを5~10±5位に抑えられそうです。つまり調整要素Aで評価を80点以上にすれば、調整要素Bとその他の要素で0~15点プラスされるので、全ての製品を合格にすることができるかもしれない。調整要素Aで評価を80以上にするためには、前に出てきた近似曲線の式を逆算して、8.7以上にすれば良さそうです。
調整要素Aを8.7以上に管理することが難しい場合は、さらに調整要素Cがどんな影響を及ぼしているのか確認するか、調整要素Bの調整幅を狭くするか、手を考えないといけません。実際の製品においては、調整するための手間やコストを考えて、最適な調整幅を決めることになるでしょう。
また今までの解析結果が全面的に正しいとは限りません。かならず、追試をして上手くゆくことを確認する必要があります。
グラフマニアチュートリアル5 差分を取ってみる
差分の取り方は簡単です。評価から数式分を引けばいいのです。”データー”シートを表示し”合否”の隣の列に”差分A”と見出しをつけ、下のセルに”=F4-8.7005*C4-4.7459”を入力します。F列が”評価”C列が”調整要素A"とします。





これをデーター分下にコピーすればデーターの用意は終わりです。”散布図”シートに戻り縦軸を”差分A”にしてみましょう。

調整要素Aの影響を取り除いているので、横軸が”調整要素A"の時は当然相関がみられません。横軸を調整要素BやCにしてみましょう。
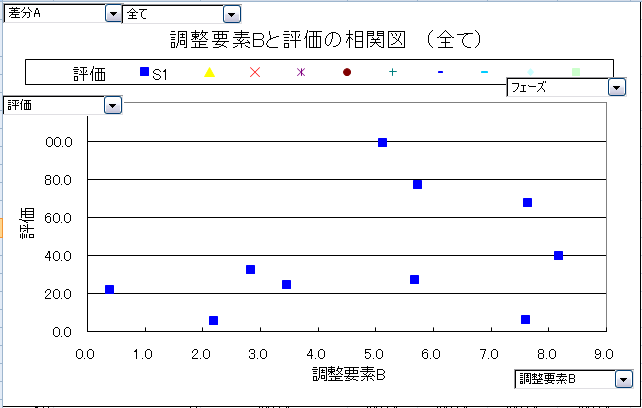
横軸を調整要素Bにしたグラフ

横軸を調整要素Cにしたグラフ

調整要素Bにした時には、データーの分布が5付近で盛り上がっている山形になっています。調整要素Cの方は、ランダムな分布で傾向が分かりません。評価と調整要素Cの時には右下がりの相関があるように見えましたが、差分Aとのグラフでは相関が見られなくなってしまいました。データーが少ない場合は、関係がありそうに見えてしまう場合があります。
調整要素Bの方は、今まで見えてこなかった関係が見えてきました。これはより大きな影響を及ぼしていた調整要素Aを取り除いたため、調整要素Bの影響を確認できるようになったのです。調整要素Bの影響を取り除けば、調整要素Cの影響を確認出来るかもしれません。
2011年1月13日木曜日
グラフマニアチュートリアル4 近似曲線を表示する
グラフの横軸を調整要素Aにもどし、近似曲線を追加します。グラフの青いマーカー上で右クリックをすると、ポップアップメニューが表示され、その中から”近似曲線の追加”を選択します。

”グラフに数式を表示する”と”グラフにR-2乗値を表示する”のチェックボックスをチェックします。

これでグラフ上に近似曲線の数式とR2乗値が表示されます。R2乗値は1に近いほど、データーが近似曲線に近いかを表しています。ちなみに、横軸の表示を”評価”にすると、R2乗値が1になります。

数式によると、調整要素Aを8.65以上にすると評価で80以上になりそうですが、データーのばらつきがあるため、それだけで全てを合格にすることは出来そうもありません。調整要素Aを10に固定できたとしても、91.7点にしかできず、データーのばらつきの方が10点以上ありそうなので、全てを合格にすることは無理そうです。
そこで近似曲線との差分をとってみます。差分とはデーターと近似曲線との差のことで、これにより、調整要素Aの影響を排除した形でデーターを見ることができます。

つまり、表示された近似曲線を調整要素Aの理想的な評価への影響とみなし、差分を取ることで調整要素Aの関与を無くしてしまおうということです。なんというか、そんなに上手くいくのか、と思うような強引な手段ですが、気にしない。
2011年1月12日水曜日
グラフマニアチュートリアル3 散布図を見てみる
まずは、評価の項目を縦軸にし、横軸を調整項目のどれかにします。グラフ作成の基本として、横軸に原因となる項目、縦軸に結果を持ってくるの原則です。凡例はフェーズを選んで下さい。
調整要素Aを横軸にしたときのグラフ。

調整要素Bを横軸にしたときのグラフ。
調整要素Cを横軸にしたときのグラフ。

ざっと眺めてみると、調整要素Aと評価の間に明らかな相関がみられます。相関関係があるというのは、散布図のデーターが、一本の線の様に分布していることをいいます。これはy=f(x)の関係が成り立っていることを示唆しています。多少のバラツキは、他の要素の影響か誤差と考えられます。もちろん、軸の表示範囲によっては、下二つのグラフも一本の線の様に見えることになります。縦軸を10倍の範囲で表示させれば、一本の横線のように見えるでしょう。しかし、横線はy=f(x)の関係ではなく、y=aを示しているだけです。xとの関係(相関)は伺えません。幸いこのグラフマニアでは、軸のスケールは自動で調整されますので、気にする必要はありません。
一番上のグラフは、胡散臭いくらいの相関具合ですが、とりあえず調整要素Aが評価に対し大きな影響を持っているようです。調整要素Bとは相関がみられず、調整要素Cとはマイナスの相関があるように見えますが、どうでしょう。
グラフマニアチュートリアル2 データーの説明
表1.のデーターは、今一性能の安定しない製品を10個製造した時の物です。A、B、C3つの調整項目があり、その性能を100点満点で評価し、80点以上の性能で出荷OKとします。調整項目はそれぞれ0~10までの無段階です。
たった一つしか出荷基準を満たせませんでしたが、とにかく、製造番号のところから一番下の不合格のところまでを、グラフマニアの”データー”シートに書きこみます。元々あったデーターは消してください。
表1.のような形式の表を、マイクロソフトはデーターベース形式の表と呼んでいます。一覧表といった方が、解りやすい気がしますが、それより厳格な規則があります。
| 表1 | ||||||
製造番号 | フェーズ | 調整要素A | 調整要素B | 調整要素C | 評価 | 合否 |
001 | S1 | 8.00 | 7.63 | 6.33 | 67.5 | 不合格 |
002 | S1 | 5.16 | 8.17 | 9.46 | 39.3 | 不合格 |
003 | S1 | 0.45 | 2.18 | 4.57 | 5.4 | 不合格 |
004 | S1 | 1.41 | 3.46 | 8.35 | 24.5 | 不合格 |
005 | S1 | 3.05 | 2.84 | 7.07 | 32.7 | 不合格 |
006 | S1 | 3.89 | 0.38 | 4.18 | 21.4 | 不合格 |
007 | S1 | 7.34 | 5.72 | 5.05 | 76.9 | 不合格 |
008 | S1 | 1.18 | 5.67 | 8.92 | 28.0 | 不合格 |
009 | S1 | 9.83 | 5.12 | 1.47 | 99.0 | 合格 |
010 | S1 | 0.29 | 7.59 | 6.87 | 6.0 | 不合格 |
たった一つしか出荷基準を満たせませんでしたが、とにかく、製造番号のところから一番下の不合格のところまでを、グラフマニアの”データー”シートに書きこみます。元々あったデーターは消してください。
表1.のような形式の表を、マイクロソフトはデーターベース形式の表と呼んでいます。一覧表といった方が、解りやすい気がしますが、それより厳格な規則があります。
グラフマニアチュートリアル1 前置き
グラフマニア.xlsを投稿してしばらく経ちましたが、自分の思っている以上にダウンロードして頂いているようで、驚きです。ありがとうございます。ベクターのランキングは大したことありませんが、こんな、ピンポイントな物をこれだけの人に必要としてもらえるとは、うれしい限りです。失業中なので、こんなことでも無いと、自分はいらない人間なのかとネガティブになってしまうので。
前置きはその辺で、せっかくダウンロードしてもらっても、使い方がわからない。あるいは今一どう使ってよいのか解らない、という人もいるかもしれません。操作自体は大したことはなくても、仕事にこれがどう役立つのか、どうやったら役立てられるのか、もやもやしているなんてことがあるかも。またせっかく、紹介ページまで来たのに、短い説明ではイメージがわかず、スルーされてしまうかもしれないので、このブログで、実際の仕事でありそうなデーターを使って、こういう風にデーターを解析していけば、早く問題を解決できるのでは、という手順を紹介します。サイン曲線を表示したり、渦巻きを表示したりするのは楽しいですが、仕事と直接関係は無いですからね。(ここまでが前置き)
前置きはその辺で、せっかくダウンロードしてもらっても、使い方がわからない。あるいは今一どう使ってよいのか解らない、という人もいるかもしれません。操作自体は大したことはなくても、仕事にこれがどう役立つのか、どうやったら役立てられるのか、もやもやしているなんてことがあるかも。またせっかく、紹介ページまで来たのに、短い説明ではイメージがわかず、スルーされてしまうかもしれないので、このブログで、実際の仕事でありそうなデーターを使って、こういう風にデーターを解析していけば、早く問題を解決できるのでは、という手順を紹介します。サイン曲線を表示したり、渦巻きを表示したりするのは楽しいですが、仕事と直接関係は無いですからね。(ここまでが前置き)
はじめまして
はじめまして。
ここは、失業中のメカ屋が適当なことを、書いているブログです。なるべくメカ屋っぽいことを書いて、メカ屋がどういうことを考えているのかを、理解される手助けになればと思います。まあ、私がメカ屋の代表というわけでもありませんけどね。
せっかく、見に来ていただいたのでお土産を用意しました。
ここは、失業中のメカ屋が適当なことを、書いているブログです。なるべくメカ屋っぽいことを書いて、メカ屋がどういうことを考えているのかを、理解される手助けになればと思います。まあ、私がメカ屋の代表というわけでもありませんけどね。
せっかく、見に来ていただいたのでお土産を用意しました。
データーを解析するための、エクセルファイル(テンプレート)です。日々データーの山に埋もれ、グラフをいっぱい書いている人にお勧めです。ぶっちゃけ、ピボットテーブルに何故散布図もしくは分布グラフを書く機能がないのか、とがっかりしている人に、ぴったりです。そんな人がどれほどいるか解りませんが、データーベース形式の表さえあれば、もう散布図は出来たも同然です。後は軸の表示を切り替えて、見たい要素の相関をチェックすることができます。
あなたの仕事のお役にたてば幸いです。
登録:
コメント (Atom)